Главная
Лабораторная работа
Тема:
Трехслойные сандвичевые конструкции с сотозаполнителем
Структурные сандвичевые
конструкции были одними из самых первых композиционных материалов, получивших
широкое применение. Практически для всех видов гражданских самолетов и вертолетов
и военных летательных аппаратов и ракет используются сандвичевые
конструкции. Кроме использования в несущих конструкциях самолетов
и ракет, сандвичевые конструкции применяются при
создании различных транспортных контейнеров, подвижных частей и обшивок
самолетов, в отделке интерьеров морских судов, катеров и яхт, для производства
деталей автомобилей, при создании различных предметов быта: корпусов
телевизоров, лыж и т. д. Сандвичевые конструкции
применяются и в домостроении в качестве конструкционных отделочных материалов
для дверей, перегородок и др.
Структура сандвичевых
конструкций состоит из следующих элементов: двух тонких прочных облицовочных
пластин – обшивок, толстой легкой сердцевины – заполнителя, разделяющего
несущие пластины и распределяющего нагрузку между ними, адгезионных слоев, связывающих
пластины с заполнителем и передающих нагрузку от заполнителя к облицовкам и
обратно. Такие конструкции увеличивают момент инерции сечения, придавая изделию
устойчивость при нагружении.
Главными
функциями несущих облицовочных материалов (листов) для сандвичевых
конструкций является обеспечение их жесткости относительно изгиба и сдвига в
плоскости пластин, а также передача нагрузок в той же плоскости. Чаще всего
используются стекловолокнистые препреги, препреги на основе углеродных волокон или тканей,
алюминиевые сплавы, сталь.
Основной функцией заполнителя в сандвичевых конструкциях является придание устойчивости несущим
поверхностным слоям и обеспечение передачи сдвиговых нагрузок по толщине
композита. Для выполнения этой задачи заполнитель должен быть по возможности
более жестким и легким, не должен изменять свойства при воздействии окружающей
среды. Среди материалов, наиболее часто используемых для заполнения сандвичевых структур, выделяются древесина, пенопласты и
соты.
Представленная лабораторная работа посвящена
методам получения трехслойных конструкций и исследованию их основных свойств.
Задание
№ 1. Изучение структуры сотового заполнителя
Цель
работы: освоение технологии
изготовления сотового заполнителя.
I. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЗАДАНИЯ №1
Трехслойные
конструкции состоят из двух листовых обшивок (несущие слои), расположенных на
некотором расстоянии друг от друга и заполненных слоем сотопласта
(рис. 1). Сотопластами условно называют газонаполненные пластмассы с
системой регулярно повторяющихся ячеек правильной геометрической формы. Сотопласты изготавливают из ткани, бумаги, шпона и т. д.
Сотовые структуры являются общим видом
продукции, использующей непропитанные и пропитанные связующим бумагу, алюминиевые
сплавы, арамидные бумаги, стеклопластики на основе
различных видов ткани и связующего.
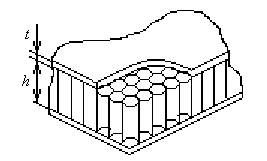
Рис. 1.
Трехслойные
конструкции с сотопластовым заполнителем:
h – толщина пенозаполнителя; t – толщина несущих слоев
Физические и
механические свойства сотовых структур для заполнителя сандвичевой
конструкции зависят от свойств материалов, из которых эти конструкции
производятся. Все сотовые структуры являются анизотропными.
Размер ячеек является вторичным фактором,
определяющим большинство механических свойств материалов заполнителя и, прежде
всего, уровень напряжений, возникающий в адгезионном слое между торцами ячеек и
несущими пластинами. Первичным является уровень прочности соединения
заполнителя с несущими пластинами.
Параметрами сотопласта являются размер ячейки и толщина стенки (рис.2).
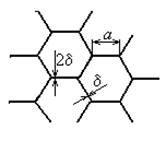
Рис. 2. Параметры ячейки сотопласта:
а
-
сторона ячейки; δ -
толщина стенки
Гофрирование
заготовок производят в специальном приспособлении, показанном на рис. 3.
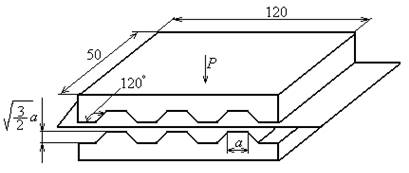
Рис. 3.
Приспособление
для изготовления сотового заполнителя
Свойства сотопластов характеризуются площадью ячеек, кажущейся
плотностью и прочностью при сжатии и изгибе.
Кажущуюся
плотность сотового заполнителя определяют методом обмера и взвешивания, а прочность
при сжатии и изгибе – по стандартным методикам для испытаний полимерных
материалов.
II. ВЫПОЛНЕНИЕ ЭКСПЕРИМЕНТА И ОБРАБОТКА
РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
Оборудование
и материалы: материал для
изготовления сотового заполнителя, весы, штангенциркуль, микрометр, грузы, термошкаф.
Ход работы.
1.
Изготовление сотового заполнителя
Параметры сотопласта в зависимости от заданной прочности при сжатии
рассчитывают по формуле
![]()
где σсж – прочность при сжатии материала для сотозаполнителя,
МПа; σсж.зад
– заданный предел прочность при сжатии трехслойной панели, МПа; S – площадь одной ячейки сотопласта,
м2 (для шестигранной ячейки ![]() ); δ, а –
толщина стенки и длина стороны ячейки соответственно, м.
); δ, а –
толщина стенки и длина стороны ячейки соответственно, м.
По
предложенной формуле можно провести расчет толщины стенки или длины стороны
ячейки, а также спрогнозировать прочность при сжатии сотового заполнителя.
Высота панели
заполнителя влияет на прочность и жесткость при изгибе и на потерю устойчивости
при сжатии.
Сотозаполнители с расчетными размерами ячеек получают на
специальном устройстве (рис. 3).
Между двумя формами укладывают лист материала и,
прикладывая давление к верхней полуформе,
получают гофрированный материал. Затем стыкуемые поверхности очищают и наносят
на них клей.
После
открытой выдержки собирают гофры в сотоблоки.
Получают несколько видов сотовых заполнителей,
отличающихся формой и размерами ячеек. Определяют кажущуюся плотность для каждого
типа заполнителя методом обмера и взвешивания (см. предыдущую лабораторную
работу).
Делают вывод
о влиянии размера ячеек на площадь и кажущуюся плотность материала. Данные заносят
в табл. 1.
Задание
№ 2. Изучение свойств сотопластов
Цель работы: освоение технологии изготовления сотопласта.
I. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЗАДАНИЯ №2
Трехслойную
конструкцию собирают из облицовочных пластин и изготовленного
сотопласта. Пластины из стеклопластика зашкуривают, очищают и наносят слой клея на поверхность
обшивки и сотопласта. Собранную трехслойную
конструкцию фиксируют до полного отверждения клея. Качество полученной
конструкции контролируют по внешнему виду, прочности при сжатии и изгибе.
II. ВЫПОЛНЕНИЕ ЭКСПЕРИМЕНТА И ОБРАБОТКА
РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
Оборудование и материалы: стеклопластик для изготовления обшивок, материал
для изготовления сотового заполнителя, весы, штангенциркуль, микрометр, грузы, термошкаф, универсальная испытательная машина, реверс для
испытаний на изгиб, индикатор часового типа.
Ход работы.
1.
Определение прочности трехслойной конструкции при сжатии
Прочность при сжатии определяют на образцах
размером 30×30 мм.
Образец
устанавливают между опорными площадками испытательной машины строго соосно с
направлением нагрузки. Нагружение проводят со
скоростью 1-2
мм/мин до временной остановки стрелки силоизмерителя
при непрерывной деформации, что соответствует потере устойчивости заполнителя.
Предел
прочности при сжатии перпендикулярно плоскости панели σсж
рассчитывают по формуле
![]()
где P – нагрузка, при которой
происходит потеря устойчивости заполнителя образца, Н; S – начальная площадь поперечного
сечения образца, м2.
За
результат принимают среднее арифметическое не менее трех испытаний.
Для более
объективной оценки прочности рассчитывают удельную прочность при сжатии
![]()
где ρк – кажущаяся плотность
заполнителя, кг/м3, определяется экспериментально или расчетным путем:
![]()
где mобр – масса образца, кг; mоб – общая масса
обшивок, кг (![]() ); mкл – масса клея, кг (
); mкл – масса клея, кг (![]() ); S
– площадь образца, м2; hз – толщина заполнителя,
м; qкл – расход клея, кг/м2.
); S
– площадь образца, м2; hз – толщина заполнителя,
м; qкл – расход клея, кг/м2.
Результаты
экспериментов и расчетов заносят в табл. 38.
2.
Определение прочности сотопласта при изгибе
Испытания на
изгиб проводят на образцах с размерами 120×10×15 мм. Образец
устанавливают в устройство с нагружающим наконечником и опорами, которое
реализует трехточечную схему нагружения. Скорость передвижения
наконечника 20–60 мм/мин. Для предотвращения местного смятия заполнителя и
панелей на образец укладывают лист из твердой резины. При малых значениях
прогиба, которые характерны для трехслойных панелей, резиновая накладка не
искажает показаний испытаний.
Прогибы
измеряют с погрешностью не более 0,1 мм индикатором часового типа ИЧ-10. В ходе
эксперимента замечают вид разрушения – отслоение заполнителя или разрушение
обшивок.
По
результатам измерений строят график зависимости прогиба панели от нагрузки.
Изгибающее
напряжение σи
при максимальной разрушающей нагрузке Fp определяется из выражения
![]()
где Fр
– разрушающее усилие, Н; Lv – расстояние
между опорами, м; b,
h – ширина и
толщина образца соответственно, м.
Условный модуль упругости определяют для нагрузок
и прогибов, соответствующих значениям относительной деформации 0,1% и 0,3%.
Модуль
упругости Еи вычисляют по формуле:
![]()
где F1, F2
– силы, соответствующие относительной деформации 0,1% и 0,3%, Н; f1, f2
– соответствующие силам прогибы, м; Lv – расстояние между опорами, м; b, h
– ширина и толщина образца соответственно, м.
За результат
измерения предела прочности и модуля упругости при изгибе принимают среднее
арифметическое значение для всех образцов.
Проводят
аналогичные испытания листового стеклопластика, использованного для
изготовления силовых обшивок трехслойных конструкций. Вырезают образцы с
размерами 10×15
мм. Устанавливают расстояние между опорами 20±0,5
мм. Нагружение проводят без резиновой накладки.
Определяют модуль упругости и предел прочность при изгибе.
Рассчитывают
относительное увеличение прочности и жесткости трехслойных панелей.
Результаты
экспериментов заносят в табл. 1.
Таблица
1
|
Материал заполнителя/обшивки |
Размеры ячейки, мм |
ρк, кг/м3 |
σсж,
МПа |
σи,
МПа |
∆σи, % |
Еи,
МПа |
∆Еи,
% |
|
|
а |
δ |
|||||||
|
|
|
|
|
|
|
|
|
|
|
Среднее арифметическое значение |
|
|
|
|
|
|||
|
Среднее квадратическое
отклонение |
|
|
|
|
|
|||
|
Коэффициент вариации, % |
|
|
|
|
|
|||
Испытания провел:
Литература
1.
Практикум по технологии переработки пластических масс / под ред. В. М.
Виноградова, Г. С. Головкина. – М.: Химия, 1973.
2.
Практикум по полимерному материаловедению / под ред. П. Г. Бабаевского. – М.: Химия, 1980.
3. Крысин, В. Н. Технологические
процессы формования, намотки и склеивания конструкций / В. Н. Крысин, М. В. Крысин.
– М.: Машиностроение, 1989. – 234 с.
4. Любин, Дж.
Справочник по композиционным материалам: в 2 т. / под ред. Дж. Любина. – М.: Машиностроение, 1989. – 2 т.
Вопросы для
подготовки к защите работы
- Перечислите основные достоинства и недостатки
панелей с сотозаполнителем.
- Как и из каких материалов изготавливают сотозаполнитель для сандвичевых
конструкций?
- Какие параметры сотопласта
являются определяющими?
- Опишите последовательность изготовления
трехслойных конструкций с сотозаполнителем.
- Как определяют
качество изготовленных трехслойных панелей?
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Строительная механика
Прикладная механика Детали машин Теория машин и механизмов